


立式红外透镜双面定中心磨边设备, 主要用于中大口径红外透镜的磨边,以减小光学零件球面透镜的几何中心与其光学中心的偏离误差, 提高光学系统的成像质量。近年来对红外透镜的中心误差的要求越来越高, 许多中大口径红外透镜中心误差要求不大于0.01mm 常规的定心方法及磨边设备均不能满足红外透镜的中心误差要求; 随着红外技术的发展, 红外透镜的需求越来越多, 有广泛应用; 研制一种新型立式红外透镜双面定中心磨边机具有较高的工程应用价值。
中大口径红外透镜中心偏差的技术要求
红外光学系统, 多数是望远镜系统和接近望远镜系统。红外透镜的技术要求基本是按照望远系统的技术要求执行。透镜的中心偏差根据仪器的不同用途的数值确定。

在实际生产中, ¢80~200的中大口径红外透镜的中心偏差一般为0.005~0.05mm
结构设计原理
机床的结构, 常用主轴轴线与地面的位置关系来划分类型。轴线与地面垂直为立式;平行为卧式。为了解决大口径红外透镜自重对定心精度的影响, 提高定心效率和降低劳动强度, 本课题主轴系统采用立式结构, 且主轴中心有一通孔, 使下端定心仪能找到粘接面的自准反射像。主轴与零件粘接夹头采用螺纹连接, 锥面定心。
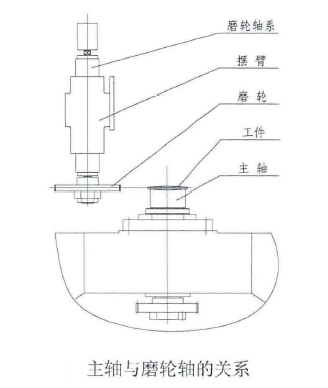
红外透镜放置在主轴夹头上端, 定心后用蜂胶粘牢。在主轴轴线上下方各安装有光学定心仪, 用于对零件粘接面和非粘接面进行定心。
磨轮轴系安装在一绕固定轴转动的摆臂上, 在弹黃力作用下紧贴进给控制结构, 磨轮磨削量大小由进给机构控制。
红外材料如娃、锗等, 质硬而脆, 磨边时容揚发生崩边现象。而砂轮的进给运动方式是引起崩边的主要原因。不同规格的砂轮, 有不同的磨削量。当磨削大尺寸零件时, 若进刀量过大, 砂轮一次磨不了那么多, 接着又进一次刀, 虽然每次都磨去一些, 但砂轮始终处于过载状态, 使砂轮不能充分地发挥它的作用, 容易发生粘刀和崩边现象, 影响磨削效果若进刀量过小, 则磨削效率低, 满足不了生产需求。因此红外透镜磨边机磨轮进给系统要满足以下功能:
1:具有自动进给功能, 进给量大小可调。
2磨轮工作时要有充分的磨削时间, 具有“ 走光刀” ( 精磨) 功能。
3磨轮转速连续可调。
为了实现磨轮自动进给且进给量可调, 进给系统由两部分组成, 一是曲柄摇杆机构,二是螺打螺母机构。摇杆摆动驱动螺母旋转, 使螺杆伸缩控制磨轮的进给量。螺母上装有棘轮棘爪机构, 使磨轮在一个摇杆摆动周期内只实现一次进给, 即间歇进给, 从而使磨轮具有“ 走光刀” 功能。调整曲柄的长度就可调整进给量的大小。磨轮电机采用变频控制,转速连续可调。零件倒角由凸轮控制。
磨边零件的外径尺寸精度由特制分厘卡控制, 手动设定。
新型立式红外透镜双面定中心设备的研制, 其目的是为了弥补和解决卧式双面定中心设备在加工大直径透镜时的性能短板及功能欠缺, 以满足红外产业对大直径透镜磨边设备的需求。
立式红外透镜双面定中心设备的研制, 很多构想和设计来源于前人的思路, 对构想进行了补充, 实施和完善, 涉及的方面主要有立式结构, 主轴精度, 成像及倒角。


