我们都知道棱镜主要是一种由:两两相交但彼此均不平行的平面围成的透明物体,用以分光或使光束发生色散;棱镜不仅可以使光线偏移,还可以用来调整图像方向。
那么棱镜加工分为多少种材料呢?其实棱镜的加工材料有很多种光学玻璃,石英,氟化钙,硒化锌,锗。
光学棱镜分为几类呢?激埃特光电专注生产光学棱镜十余年,其中光学棱镜产品系列,小编简单分享给大家:
其中常用的光学棱镜:分为直角棱镜,立方棱镜,五角棱镜,多夫(道威)棱镜,屋脊棱镜,楔角棱镜,斜方棱镜,保罗棱镜,角锥棱镜,半五角棱镜。
每个棱镜根据需求进行光学镀膜。欢迎咨询联系我们,我厂提供一站式的产品解决方案为您参考
现代生活中,棱镜被广泛应用于数码设备、科学技术、医疗仪器等领域。 常用数码设备:照相机、闭路电视、投影机、数码相机、数码摄录机、CCD镜头以及各类光学设备; 科学技术:望远镜、显微镜、水准仪、指纹仪、枪械瞄准镜、太阳能转换器及各类测量仪器; 医疗仪器:膀胱镜、胃镜及各类激光治疗设备。
直角棱镜通常用来折转光路或使光学系统所成的像偏转,选择不同入射面可以使光路偏转90°或180°,此时成像颠倒情况也不同。直角棱镜也可用于合像、光束偏移等应用。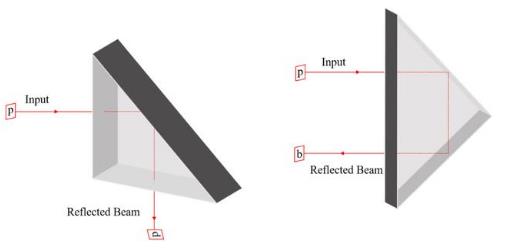
>> 当光从棱镜直角面入射时,光线会在棱镜斜面上发生全内反射,并从另一个直角面出射,光束实现90°反射。 >> 当光从棱镜的斜面入射时,光会在直角面发生两次全反射,最后以平行于入射光束的方向从斜面出射,光路实现180°反射,另外此时产生的180°偏转与光入射角度无关。 与普通的反射镜相比,直角棱镜有以下优点: 直角棱镜本身有较大的接触面积,且有45°、90°等典型角度,易于调整。 对于机械应力具有更好的稳定性。 折转光线的原理是全反射,与反射镜的干涉原理不同,对镀膜依赖相对较低。


高精度的直角棱镜,参数如下:
-
材料及工作波长:N-BK7(350 nm-2.0 μm)、UVFS(200 nm-2.1 μm)。
如果是应用于可见光和近红外应用领域,可选择N-BK7材质的直角棱镜;如果是应用于紫外波段透过率或者需要更低的热膨胀系数,可选择UVFS直角棱镜
-
尺寸:3.0-25.4 mm。
-
通光孔径:70%边长。
-
表面光洁度(划痕/麻点):40/20。
-
表面平整度(@633 nm):10/λ。
-
角度公差:<3arcmin。
直角棱镜可安装于棱镜安装架,能实现±4°的俯仰、倾斜调节,调节精度为0.4°/转。LBTEK目前有两种棱镜安装架可选。
>> 锗窗口片:工作波长2.0 μm-16.0 μm 适合用于红外激光应用。 在可见光波段的不透光特性使得该材料还能作为长波通滤光片,大于2.0 μm波长透过。 锗的光谱透过率对温度非常敏感,环境温度100°C时材料吸收度变得极大以至于几乎不透光,在环境温度200 °C时完全不透光 注意:锗材料含有有害物质,操作时务必佩戴过手套,滤式防尘口罩,戴化学安全防护眼镜及穿防渗透工作服,操作结束后洗手。
>> 氟化钙窗口片:工作波长200 nm-8.0 μm 整个波段范围内内均具有很高的透射率。 氟化钙本身的低吸收和高损伤阈值特性,使得这些该材质窗口片适用于自由空间激光相关应用中。 氟化钙还具有低色散(阿贝数95)和低荧光特性,并且具有很好的防水、耐化学品和耐热性等。 但是在高温环境下使用时,如果温度超过600 °C则会发生降解。氟化钙在湿度大的环境中容易潮解,环境温度过高会加速潮解。 注意:建议每次使用完该产品,擦拭干净放置于干燥柜中保存(湿度25%,温度20C°)。氟化钙有少许刺激性,建议操作人员佩戴防尘口罩,橡胶手套避免用手直接接触产品,且工作完毕后洗手。避免与酸类物品接触和存储。
>> 硒化锌窗口片:工作波长600 nm-20.0 m 无吸湿性,且硒化锌材质具有各向同性特点,无双折射现象。 整个波段范围内内均具有较高的透射率。 硒化锌本身的低吸收使得该材质窗口片适用于氦氖激光器(HeNe)633 nm及高功率二氧化碳激光器10.6 μm应用。 注意:硒化锌是一种有害物质,具刺激性。皮肤经常直接接触可引起皮炎。遇酸易分解散发出有害的硒化氢气体。对人体眼睛、呼吸道粘膜有刺激作用。操作时务必佩戴过滤式防尘口罩,戴化学安全防护眼镜及穿防渗透工作服。
>> 蓝宝石窗口片:工作波长200 nm-4.5 μm 蓝宝石窗口片透过率的范围涵盖了紫外波段至中红外波段,并且整个波长范围内均具有很高的透过率。 蓝宝石具有很高的表面硬度,只能被少数几种物质划伤。 蓝宝石具有很好的化学稳定性,即使在温度最高1000°C时也不溶于水、常见的酸和碱。 z轴切面,有效的消除了透射光的双折射效应。
>> 硅窗口片,工作波长1.2 μm-8.0 μm 硅材料具有高的热传导率和低的密度,其在9 μm波长处有较强的吸收,不适合用于二氧化碳激光透射应用。
>> 紫外熔融石英窗口片:工作波长190 nm-2.1μm 紫外熔融石英非常适用于需要在深紫外波段比N-BK7透射率更高的应用,具有更低折射率、更好的均匀性和更低热膨胀系数。 可镀不同的增透膜。
>> N-BK7窗口片:工作波长350 nm-2.0 μm 通常在紫外熔融石英的优点为非必须的情况下选择N-BK7窗口片。 可镀不同的增透膜。 其他参数(依据加工难度的不同或有些许差异): 直径:12.7 mm、25.4 mm。 厚度:3 mm、5 mm。 表面光洁度:40/20(划痕/麻点)。 表面平整度(@633 nm):λ/8 ~ λ。 表面平行度:5arcsec ~ 3 arcmin。
棱镜是实心的玻璃光学,经过磨砂和抛光成几何与光学明显的形状。角度、位置和光学平晶数量有助于定义类型和功能。艾萨克·牛顿爵士示范的一个最受认可的棱镜使用,包括将一束白光源分散到其组件颜色(图1)。利用此应用的设备是折射仪和光谱元件。由于这一初步发现,棱镜已在系统中用于“折射”光纤,将系统“折叠”成一个较小的空间,改变图像的方向(也称为旋性或同位),以及合并或分割光束的部分反射面。这些用途在利用望远镜、放大镜、测量仪器和许多其他应用中非常普遍。
棱镜的一个显着特点是能够模仿作为一个平面镜系统,来模拟棱镜媒介中的光反射。 更换反射镜组件可能是最有用的棱镜应用,因为它们都折射或折叠光线和改变图像同位。 要实现类似单个棱镜的效果,通常需要使用多个反射镜。因此,用一个棱镜来代替几个反射镜可减少潜在的校准错误,提高准确性和减少系统的规模和复杂性。
棱镜制造
在钻研棱镜的理论之前,先思考其制造过程。为了能够在大多数应用中成功使用,制造棱镜时必须符合非常严格的公差和精度。由于形状、大小和最重要反射面数量的变异,大规模的自动化过程对于棱镜制造是完全不可行的。此外,大多数高精度棱镜往往倾向于少量制造,意味着自动化过程是不必要的。
首先,取得一块符合特定等级和玻璃类型的玻璃(称为“玻璃毛坯”)。然后磨砂这块玻璃,或通过一个金属金刚石砂轮生成接近完成的产品。大多数的玻璃都会从这个阶段去除,形成平坦但仍然粗糙的表面(图2a)。此时,即将成为棱镜的尺寸已非常接近所需的规格。接着,是去除表面的表面下裂痕的细磨过程;这一阶段称为精磨。第一个阶段遗留的刮痕将会在第二个阶段中去除(图2b)。精磨处理之后,玻璃表面应出现混浊和不透明。在首两个阶段中,棱镜表面必须潮湿,以便加快玻璃移除和防止玻璃本身过热。
第三阶段包括根据规格要求将棱镜抛光到指定的精度。在这个阶段中,玻璃将摩擦用“研磨浆”湿润的聚氨酯抛光器,此“研磨浆”是通常包含混合水与浮石或氧化铈的光学抛光化合物(图2c)。抛光阶段的确切时间,非常依赖于要求的镜面规格。一旦完成抛光,即可开始倒角。在这第四个阶段中,棱镜的边缘将经过一个旋转的钻石板,将上述步骤中形成的尖锐边缘稍微磨钝(图2d)。倒角之后,成品棱镜将进行清理、检查(通过手动和自动两种方式),以及在必要时进行减反(AR)和/或金属反射镀膜,以进一步帮助提高整体透射率和/或反射率。虽然过程因为棱镜上的反射面数量而需要更积极参与并可能需要更多的循环或操作,但生成、平滑、抛光和倒角阶段在图2a - 2d中都有大致的概述。
在制造棱镜的整个过程中,需要不断调整和固定进行中的每个镜面。将棱镜固定到位涉及两个方法之一:阻止和接触。阻止需要将棱镜排列在注入热蜡的金属工具中。另一方面,接触是一个在室温下进行的光学粘合过程,通过其范德瓦尔斯交互作用将两个清洁的玻璃表面紧固在一起。接触方法在要求高精度公差时使用,因为它不需要在生成、平滑或抛光阶段中进行其他调节来考虑棱镜表面和接触块之间的蜡厚度。
在棱镜制造过程的每一个阶段中,从产生到阻止和接触,都需要一位熟练的验光师手动检查和调整正在处理的棱镜表面。因此,它需要注入非常大的劳力,而且要求经验和技巧来完成。整个过程通常需要相当大量的时间、工作和专注。