

光学透镜加工
光学零件的加工,分为热加工、冷加工和特种加工,热加工目前多采用于光学零件的坯料备制;
冷加工是以散粒磨料或固着磨料进行锯切、粗磨、精磨、抛光和定心磨边。
特种加工仅改变抛光表面的性能,而不改变光学零件的形状和尺寸,它包括镀膜、刻度、照相和胶合等。
冷加工各工序的主要任务是:
铣磨工序:去除镜片表面凹凸不平的气泡和杂质,起到成型作用;
精磨工序:是使零件加工到规定的尺寸和要求,将其铣磨出来的镜片的破坏层消除掉,大只固定R值,作好抛光准备;
抛光工序:是使零件表面光亮并达到要求的光学精度;
定心工序:是相对于光轴加工透镜的外圆,把透镜的外径磨到指定的直径;
镀膜工序:是在透镜的表面镀增透、反射等膜层;
胶合工序:是将不同的光学零件胶合在一起,使其达到光轴重合或按一定方向转折;
涂黑工序:在镜片的毛面涂一层黑墨,达到消光的目的;
光学冷加工流程:
先以毛坯削材开始加工到以下工序
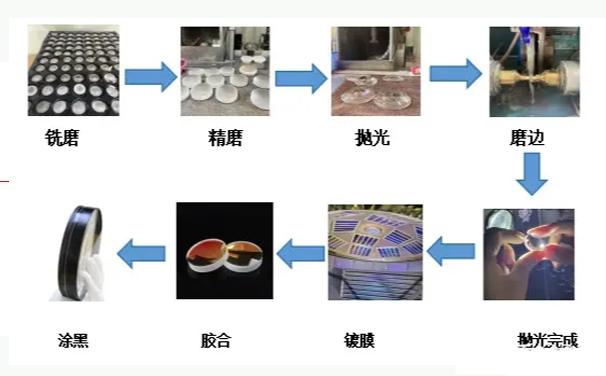
光学透镜冷加工流程
精磨:
精磨处于研磨的中间工序,相当于机械加工中的半精加工,此虹序的主要目的是消除前道切削时留下的表面坑洞,达到表面粗糙度要求和面形误差,中心厚度控制等;此工序需要选择金刚石颗粒的粒度与玻璃材料磨耗度的搭配关系主轴转速与摆臂的运动幅度等。

如何保持粗磨皿表面曲率半径的精度?
粗磨是用磨皿与镜片面接触的方式进行。虽然,磨皿表面的曲率半径在开始使用时是修改得很好的,但是随着镜片的磨削,磨皿也在不断磨损,逐渐地就不一定能保证镜片的加工精度。
保持粗磨皿曲率半径不变或少变,就应采取:
1.合理选择工治具
凡是位于上面的治具总要比下面治具的尺寸小,这是因为上面治具要摆动的关系。
假如上面治具尺寸与下面治具的尺寸相同,上面治具的边缘磨削机会太少,上面治具有翘边的趋势。
假如上面治具尺寸比下面治具的尺寸小得太多,超过了规定的数据,上面治具在摆动过程中,其边缘不露出来,上面治具的边缘会磨损过甚,上面治具有塌边的趋势。
假如上面治具尺寸比下面治具的尺寸大,则在摆动时,下面治具的边缘露出的机会又会太少,下面治具的边缘磨损过甚,下面治具有塌边的趋势。
光学透镜冷加工流程
抛光:
研磨抛光是获得镜片表面品质的主要工序,目的是去除上工序粗磨残留的瑕疵并达到表面形状精度、中心厚度尺寸均符合规格要求;
此工序需要注意研磨粉洁净度、研磨液调配比例浓度、液体温度、抛光皮选择、转速与摆臂幅度等
影响抛光的因素
抛光的结果好坏受许多因素影响:
工件的粗糙度
空气的温度及相对湿度
空气含尘量
玻璃种类
零件大小
1.零件与治具大小比列
2.抛光剂的性质
3.工作轴转速
4.摆动的频率、摆幅及摆幅中心位置
5.抛光面的温度、压力
6.抛光剂的输入量及温度
光学透镜冷加工流程
芯取
利用金刚石砂轮磨外圆,主要目的是,将组成球面镜片的2个球面对应的圆心连线(光轴)与机械夹具轴(几何轴)重合,同时并确保镜片外观无刮伤,外径尺寸、倒角、深度要求(凹透镜时)均符合规格要求;此工序和切削一样,需要考虑金刚石砂轮粒度与玻璃磨耗度之间搭配关系选择

光学透镜冷加工流程镜片洗净工程:
目的:1、在研磨抛光后去除玻璃镜片表面研磨液等杂质(1次洗净):
2、在芯取后去除玻璃镜片表面残留的切削冷却液(2次洗净):此工序需要考虑纯水品质、洗剂浓度、超声波强度、切水烘干条件、玻璃材料的耐水性、耐酸性、耐碱性、耐侯性等因素,确保洗净后品质;
光学透镜冷加工流程镀膜工程:
光学镀膜《蒸镀):
为了使镜片具有所需要的光学性能,需要在镜片的2个表面镀上厚度不同的薄膜层,使其具有达到一定的光谱特性和影像效果:在真空腔体内,将镀膜药材加热使其向上燕镀到面对药材的镜片表面;镜片薄膜主要分AR膜(增透膜)和IR膜(红外截止膜),根据不同的产品设计要求,镀不同的膜:此工序的品质要求膜层附着强度、中心波长、穿透率、反射率等:所用的药材有氟化镁、氧化锆、OS50、TiO2、二氧化硅等等;

光学透镜冷加工流程镀膜工程
AR膜(增透膜)---首先,所有的镜头都会反光,在可见光中有“红、绿、蓝”三色,波长也不一样,当膜层厚度一定的时候,只能让其中的某一种通过,通常是绿光先进入,则此时我们会看到反光颜色是蓝紫色,因为绿光已经全部通过了,我们为了减少其他光线的反射流失,尽可能让我们希望的光线都通过,这时我们需要镀上一层增透薄膜在镜片的表面;
IR膜(红外截止膜)---我们人的眼镜只能看到波长在380-700nm区间的可见光,为了使光学元器件(CCD、CMOS)的成像效果接近于人的眼镜视觉效果,需要在可见光区间实现高透过率,但高透过的同时,由于CCD和CMOS对红外光和紫外光相当敏感(波长700-1100nm),他们会造成成像的干扰使得影像失真,为了避开红外干扰,必须对这区间波长的光进行拦截,保留380-700nm区间的可见光完全透过,所以就是需要在镜片上交替镀上高低折射率不同的膜层,以实现这个效果:
光学透镜冷加工流程
胶合工程
粘合
简化复杂镜片的加工,需要将2片或以上的镜片用为了减少反射光能损失,特殊胶水按照技术要求,将其粘合在一起,实现光学性能光学透镜冷加工流程

涂墨工程
涂墨:
将镜片的外径部位、凹透镜的外径连同垂直倒角处,用黑色涂料进行均匀涂黑,以便达到消除或减少杂光在镜头中漫反射而影响成像的效果



